


(2)數控深孔鉆床選擇指南
深孔鉆床命名規范
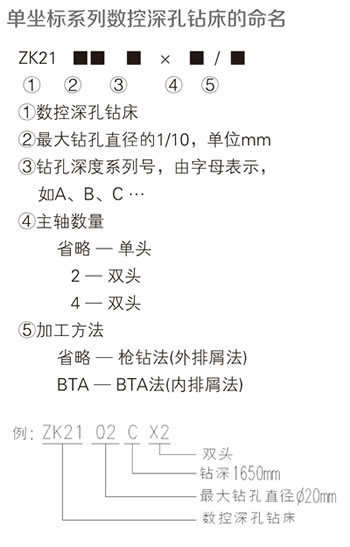
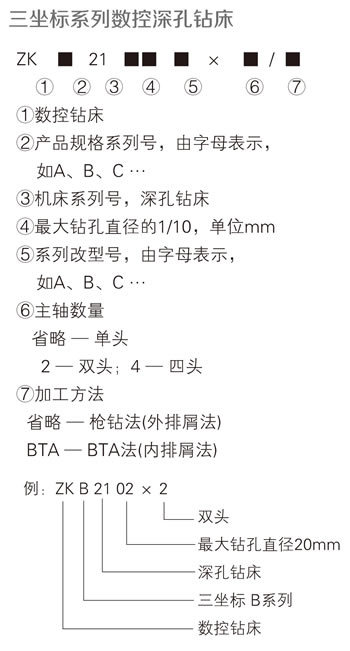
我公司所生產的數控深孔鉆床,大致可分為單坐標系列數控深孔鉆床、三坐標系列數控深孔鉆床、其他類型數控深孔鉆床,命名方法及含義規定如下:
|
|
|
其它類型數控深孔鉆床:
ZBKxx系列管板數控深孔鉆床,ZK21xxYG系列數控深孔鉆床,ZK21xxA/W、ZK21xxW復合型數控深孔鉆床,ZK42xx系列曲軸油孔鉆床,ZXK21xxA系列數控鉆銑機床,ZK21xx-2系列兩坐標數控深孔鉆床。
選擇深孔鉆床注意事項
機床類別選擇:
單坐標系列數控深孔鉆床:適合加工回轉類零件,刀具旋轉,工件即可也可固定,增加橫向移動夾具及分度頭可完成偏心孔、斜孔的加工。
三坐標系列數控深孔鉆床:適合加工異形零件,工件固定在工作臺上,刀具旋轉進給。
加工方法選擇:
選擇加工方法時主要根據鉆孔直徑大小、精度和效率要求進行選擇。
槍鉆法(外排屑法):鉆孔直徑Φ1.5-Φ40mm,表面粗糙度Ra0.4-Ra3.2μm(一般材料),效率高于麻花鉆,低于BTA法。
BTA法(內排屑法):鉆孔直徑≥Φ16mm,表面粗糙度Ra1.6-Ra6.3μm(一般材料),效率比槍鉆法高1.5-4倍。
加工效率要求:
加工效率要求較高的,可選擇多頭,可大大提高效率。

企業郵箱:
企業地址:
山東省德州市陵城區安德街道西環路1號
Copyright © 2022 山東普利森集團有限公司. All rights reserved 魯ICP備05008141號-1 SEO標簽
